| Но.1 промышленный бульвар, городок Джинюан, графство Дайи, Чэнду, Сычуань, Китай | electrofusion@foxmail.com |
| Но.1 промышленный бульвар, городок Джинюан, графство Дайи, Чэнду, Сычуань, Китай | electrofusion@foxmail.com |
 |
| Место происхождения: | Китай |
| Фирменное наименование: | CANEX wire laying equipment |
| Сертификация: | EAC HDPE PIPE FITTINGS WIRE LAYING MACHINE |
| Номер модели: | Провод КС-250/630ЗФ Электрофусион кладя машину |
| Количество мин заказа: | 1 провод сплавливания кнк установленного хуст електро кладя машину |
|---|---|
| Упаковывая детали: | провод сплавливания пе електро кладя машину |
| Ряд E/F подходящий: | 250-280-315-355-400-450-500-560-630 соединение Э/Ф, тройник, 45/90 локтей, редуктор | Штуцеры Electrofusion сделанные: | Штуцеры прессформы /Injection трубы Hdpe |
|---|---|---|---|
| Тренировка & послепродажное обслуживание: | весь провод electrofusion кладя машины доступные | Стержни проводки: | Поставка/поставка технологии |
| Соединение присоединенного зажима: | Пряжка /welding совместно (газ IGBT+AR) | Применение: | проложите провод кладя соединение машины E/F, тройник, 5/90 локтей, редуктор |
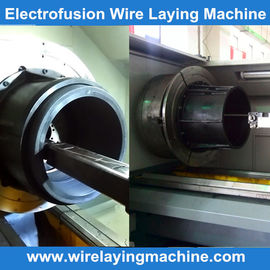
Новая машина КНК для провода кладя штуцеры (PE) Электрофусион полиэтилена
свяжите проволокой класть машину для редуктора електрофусион муфты пе/редуктора електрофусион/електро штуцеров сплавливания
Провод Электро-сплавливания КС-250/630ЗФ кладя машину
![]()
Новый провод сплавливания КНК електро кладя штуцеры (PE) Электрофусион полиэтилена машины
Размер для: 250----630 локоть Электрофусион куплингс/45-90/тройник редуктора
250-280-315-355-400-450-500-560-630
Работая путь: горизонтальный провод кнк кладя машину, модель кровати
Электро штуцеры сплавливания сделанные: штуцеры прессформы /injection трубы хдпе.
Применения: Соединение Э/Ф, тройник, локоть Эельктрофусион 90дегре, локоть 45дегре, фланец, редуктор Э/Ф, пусковая площадка Электрофусион, седловина етк.
Нештатный провод кладя машины можно подгонять.: новые приспособление/струбцины необходимые.
провод муфты кладя машину
електро провод локтя сплавливания кладя машину
ОДНО---- Штуцеры Электрофусион
Штуцеры Электрофусион:
Штуцеры Электрофусион использованы как труба соединяясь, топление стены трубки внутренней врезанное поверхностью с медной проволокой, медной проволокой на обоих концах предназначенного соединением сварочного аппарата с терминалами.
Заварка Электрофусион
Применяться контроллабле концы врезанные в терминале блка напряжения лихорадки медной трубки верхнем, так, что оно будет врезан в трубчатом члене под действием течения меди для генерации жары, поверхность пластиковой трубы и внутренняя поверхность члена трубы введен в трубку и мельт через пластиковую силу расширения мельт поверхности и внутренней поверхности штуцеров трубы запутал жидкую пластмассу, играет роль в соединении после охлаждать мельт.
Провод Электрофусион кладя Машин-процесс
Впрыска отлила штуцеры в форму или труба ПЭ как материал для штуцеров Электрофусион, механическим сверлильным вырезыванием для того чтобы достигнуть необходимого внутреннего размера, врезала медные проволоки в штуцеры, формирует внутреннюю поверхность. Все процессы закончены после одной установки времени.
Принцип класть провода.
Штуцеры трубы вращают с особенным инструментом проводки.
Движение резца проводки в соответствии с КНК программируя, формирует непрерывный фиксированный или переменный тангаж; Инструмент проводки отрезал внутреннюю поверхность, поцарапанная пластмасса изогнет снаружи, врезанная медная проволока в то же время. Закройте поцарапанную пластмассу с колесами.
Особенности
1 высокая точность размера трубы внутреннего (Овалиты чем 0.1мм).
2 легкая деятельность, контролируемая параметрами КНК.
Медная проволока 3 похороненная кстати холодного просесс.вирес нет силы релаксации встречи или упаденный.
4 низких индивидуальных разницы сопротивления. Фасилитате унифицировал процесс заварки.
Применения для провода кладя машину
Соединения трубы: Соединение Э/Ф, тройник, Э/Ф 90°Эльбов, 45°Эльбов, фланец, редуктор Э/Ф,
Класть провода седловины Электрофусион.
Эффективность продукции
|
Спецификации (мм) |
32до 110 |
140до 250 |
315до 630 |
710до 1000 |
|
Время (минута) |
3до 5 |
6до 8 |
10до 15 |
18до 25 |
|
Допуск (мм) |
0,05до 0,1 |
0,05до 0,2 |
0,1до 0,2 |
0,1до 0,2 |
|
Тангаж (мм) |
Любые (управление программирования КНК) |
|||
Горизонтальный провод кладя ряд модели и размера
|
Размер Модель |
Соединения трубы (мм) |
|
|
|
|
КС-32/160ЗФ |
32--160 |
|
|
|
|
КС-160/400ЗФ |
160--400 |
|
|
|
|
КС-400/800ЗФ |
400--800 |
|
|
|
|
КС-630/1000ЗФ |
630--1000 |
|
|
|
|
Другие размеры могущий быть предметом переговоров |
||||
2---- Оборудование Электрофусион подходящее
Конфигурация прибора
1, система управления принимает КНК ПЕРЕПАДА, наш ПЕРЕПАД соединенный компанией с 2009, начинает систему КНК 4 осей согласно нашему проводу штуцера трубы кладя проект процесса, наша компания имеет собственнические права интеллектуальной собственности.
2, провод кладя машину: Машины горизонтального формата и машины вертикального формата.
3, принимают гидравлический или пневматический автоматический путь крепления. Система управления КНК 4 осей уверяет этап производства и повторно деятельность.
4, принимают беспроводное управление колеса руки, наслаждаются удобной деятельностью
Класть провода в спиральной картине к пусковой площадке електрофусион, которая после этого введена внутри к прессформе типа штуцера седловины електрофусион. Свяжите проволокой класть начала на первый терминальный провод положения и положений на двойнике необходимый тангаж. Инструмент после этого поворачивает 180 градусов и после этого кладет провод в противоположном направлении к второму терминалу.
Методы работы оборудования
Штуцеры 1 трубы положенные в струбцину машины главную вручную.
Режа внутренняя поверхность 2 штуцеров трубы согласно КНК Программинг.Ачиеве требовала размера
3 врезая провода в поверхность трубы внутреннюю согласно КНК программируя, тангажу требований дизайна встречи. (класть провода)
Формируя внутренняя врезанная стена провода 4 согласно запрограммированному КНК, достигнуть прицеленного техника требует
Класть шаги провода
1 тяжелая расточка.
Бурить и скашивать под условием основной оси начали, отверстие & угол согласно требованиям техника, редактирует программу обрабатывая автоматически. (смогите быть изменено согласно требованиям)
Кладя провод 2
Процесс врезать связывает проволокой вызванный класть провод
3 формирующ.
Установленная окончательная сверлильная программа исполняет с высокими спросами на допуске. (Расстояние Эксам.0.5мм от поверхности, установило окончательную сверлильную программу) уверить допуск округлости, внутренний допуск на диаметр отверстия, и собирать ровно.
Во время провода кладя, слегка ударенная пластмасса не может сбалансировать с внутренней поверхностью, овермуч водит к неудобный собирать, предлагает установленную окончательную сверлильную программу. (согласно практически ситуации)
вертикальный провод кладя машину
Новая машина КНК для провода кладя штуцеры (PE) Электрофусион полиэтилена
Терминал /Wiring присоединенного зажима
1 провод вырезывания и проходит через отверстие центра присоединенного зажима;
2 положите присоединенный зажим в штемпелевать инструмент;
Присоединенный зажим 3 пресс в штуцеры трубы, остается концом сопротивления на среднем отверстии конусности присоединенного зажима (или пройдите через весь присоединенный зажим), использует конусность различную для того чтобы зацепить.
Соединение----
1) Новый путь коннесион: сваривать газом аргона ИГБТ Интеверт вельдер+
2) Диаграмма для соединения присоединенного зажима штуцеров електрофусион: пряжка на широко использованный.
![]()
![]()
провод сплавливания кнк електро кладя машину
електро провод сплавливания кладя машину
провод кладя машину для електро штуцеров сплавливания
провод кладя машину
класть провода електрофусион
Электросварная муфта соед![]()
Прессформа штуцера трубы Электрофусион ПЭ (пластиковая прессформа) ИСО12176 13950
![]()
инительная для водопроводных труб содержит в своей конструкции закрытый нагревательный элемент. Зачищенные на установочную длину цилиндрические участки и торцы двух патрубков вставляются в посадочные полости муфты, после чего вся конструкция фиксируется в специальном приспособлении.
К двум контактам, собственно и служащим отличительным признаком данного класса фитингов, подключаются электрофузионная сварочная установка и производится нагрев. Время пропускания тока и длительность периода выдержки после отключения установки указаны на электросварной муфте. Подобные фитинги используются для скрепления труб небольшого диаметра.
электрофузионная муфта
электрофузионная муфта Производственная машина
| МУФТА СОЕДИНИТЕЛЬНАЯ ЭЛЕКТРОФУЗИОННАЯ |
| РЕДУКЦИОННЫЙ ЭЛЕКТРОСВАРНОЙ |
| ОТВОД ЭЛЕКТРОСВАРНОЙ 45° |
| ТРОЙНИК ЭЛЕКТРОФУЗИОННЫЙ |
| ВРЕЗКИ (СЕДЕЛКА) |
| ЗАГЛУШКИ С ЗАКЛАДНЫМ НАГРЕВАТЕЛЬНЫМ ЭЛЕМЕНТОМ |
| ДЛЯ ВРЕЗКИ (СЕДЕЛКА) ПЭ100 СДР11 |
| ВЕНТИЛЬ ДЛЯ ВРЕЗКИ ПЭ100 СДР11 |
| КОЛПАЧОК С РЕЗЬБОЙ (ДЛЯ АРМАТУРЫ ВРЕЗКА ПОД ДАВЛЕНИЕМ) ПЭ100 СДР11 |
| КРАН ШАРОВОЙ ДЛЯ ВОДЫ ПЭ100 СДР11 |
| МУФТА СОЕДИНИТЕЛЬНАЯ ЭЛЕКТРОФУЗИОННАЯ |
| ЭЛЕКТРОСВАРНЫЕ ФИТИНГИ |
| РЕДУКЦИОННЫЙ ЭЛЕКТРОСВАРНОЙ |
| Производственная машина |